
Latest News
New Corrosion
Identification Method
In conjunction with the Austrian Society for Construction Technology (ÖBV), researchers at Graz University of Technology (Austria), are working on a new method of assessing the condition of concrete structures.
The method, high-resolution luminescent analyses of construction materials, or LumAConM, can enable a detailed assessment of the condition of concrete structures on site, as well as in laboratory measurements.
This method should allow the service life, and any problem areas, to be assessed more quickly and precisely than is possible with currently available methods of analysis, according to the university. The researchers also hope that the new method will provide them with a better understanding of the course of the corrosion processes.
The basis for the research is optical-chemical sensor technology, which until now has been primarily used in biotechnology and medical technology. According to Bernhard Müller, chemist at the Institute of Analytical Chemistry and Food Chemistry, they now want to use the tool to assess the condition of concrete infrastructure and thus develop a completely new generation of sensors for the construction industry. Researchers have used this technique to measure the pH of cement-based materials, a measurement that can usually indicate corrosion, .
According to researchers, the measuring system consists of a plastic film with a water-absorbent polymer layer that contains an indicator dye and a reference dye. The wet film is applied to the sample and the pH distribution images are then generated with the aid of a special camera. This technique has reportedly already been able to detect changes in the pH value in various building materials and, with the LumAConM project, the measurement system is planned to be further developed with the goal that be the end of next year it will result in a versatile measurement technology. However, it has also been reported that researchers are also looking into expanding the measuring system to other parameters, such as chloride.
Repainting of 106-year-old steel hulled sailing ship
 According to Nippon Paint Marine, they have completed the extensive re-coating of the four-masted, steel-hulled, Peking, the 1911-built cargo ship. The 115.5m long, full-rigged barque, one of the legendary Flying-P cargo sailing ships built by Blohm+Voss for the F.Laiesz shipping company, is scheduled to leave Peters Werft GmbH in August after a €32 million, three-year restoration project at their yard on the River Elbe, in Germany.
According to Nippon Paint Marine, they have completed the extensive re-coating of the four-masted, steel-hulled, Peking, the 1911-built cargo ship. The 115.5m long, full-rigged barque, one of the legendary Flying-P cargo sailing ships built by Blohm+Voss for the F.Laiesz shipping company, is scheduled to leave Peters Werft GmbH in August after a €32 million, three-year restoration project at their yard on the River Elbe, in Germany.
Commenting on the project, Olaf Riecken, Nippon Paint Marine, said: “This is a highly prestigious project, it was also one of the most challenging, as the original steel structure had to be kept wherever possible. This meant we had to assess the compatibility of our coatings with a steel manufactured more than 100 years ago and which used ferrous alloys that are no longer in common use.”
A further challenge was that since the vessel would not be trading, operating only as a stationary structure, a hull coating with a 25-year lifetime and capable of providing three-year overcoating intervals was required. Also to avoid avoid environmental impact at its future berth, the use of an antifouling paint was not permitted, adding to the project’s complexity.
It was agreed that Nippon Paint Marine’s NEOGUARD 100 GF, a durable, high-solid glass flake epoxy, would be the most suitable coating for the underwater areas of the hull, and this was applied in two-coats to provide a total film thickness 350µm.
According to the company, this system was selected because it provides long-term protection with high impact and abrasion resistance. However, the underwater areas had to be completely primed, protected and coated at an early stage of the restoration project to allow the temporary re-floating of the vessel, stated the company, which meant that, prior to application, the hull’s internal and external areas had to be grit blasted to Sa 2 grade to achieve a clean but porous surface, which was not so straightforward given the lower third of hull was filled with concrete ballast.
Blasting was carried out with the entire ship under canvass to safeguard against any environmental pollution when removing any hazardous materials in the older coatings. Once blasted, Nippon’s Uniprotector, a corrosion-resistant two coat epoxy primer pigmented with aluminium, was applied to improve penetration capability and to extend the maximum overcoating interval by an additional 6 months.
The original rivets and plank overlaps, which were to remain as visible as possible, benefitted from an additional stripe-coat of EPOBARR, a solvent-free, fibre-containing epoxy filler, prior to the application of the NEOGUARD topcoat. Finally, two 150µm coats of E-MARINE A/C were then applied to the Peking’s topsides, decks and rigs/masts, to provide an unlimited maximum overcoating intervals before Nippon’s U-MARINE Finish was applied in a semi-gloss shade.
Niklas Pfaff, Project Manager, Peters Werft GmbH, said that when the vessel arrived on the Elbe it was the most run-down vessel the yard had seen. Their task was to carry out the restoration, but not make her seaworthy again, and to keep the original structure where possible, and to make it visible,
In addition to the extensive paint job, Peters Werft restored the original hull form and was able to retain most of the riveted steel plates using contemporary welding and modern ship repair techniques. All decks, compartments and interiors have been restored, however masts and rigging had to be partly restored and renewed.
When restoration works are finally complete, Peking will berth in the Hansahafen opposite to the new opera house, Elbphilharmonie, to undergo final preparations before the move to her final place where she will operate as the museum ship of the future German Harbour Museum in Hamburg.
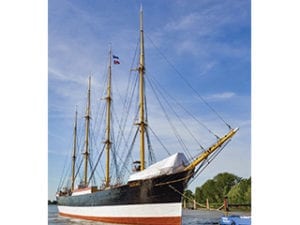 Before and after restoration Photo Credits: Stiftung Hamburg Maritim.
Before and after restoration Photo Credits: Stiftung Hamburg Maritim.
Latest News
Question:
Once the project engineer has decided there is a need for cathodic protection, how do they decide on which system to use, galvanic (sacrificial) anodes or impressed current, and how do they calculate the current requirement? RS
Answer:
Cathodic protection (CP) prevents corrosion by converting all of the anodic (active) sites on a metal surface to cathodic (passive) sites by supplying electrical current (or free electrons) from an external source. This can take the form of galvanic (or sacrificial) anodes or Impressed Current systems.
The CP current is DC and it flows from the anodes, through the electrolyte (soil, sea, water, concrete) onto the structure being protected. IF sufficient current to all surfaces, the corrosion is effectively mitigated.
Galvanic Anodes are made from metals which are more active (anodic) than the metal structure (normally iron or steel) to be protected from corrosion, they are cast from a metal alloy with a more negative electrochemical potential than the iron or steel. Normally magnesium is used onshore, and aluminium or zinc in seawater for the protection of steel. The galvanic anode will be consumed in place of the metal it is protecting (to which it is galvanically coupled).
Impressed Current systems utilise an external DC power supply to create the electrical current flow. The use of an external power supply enables an impressed current system to generate significantly higher current output with fewer, sometimes longer lasting anodes, than a galvanic anode system. The choice of which cathodic protection system is determined by several factors, primarily the shape and surface area of the structure to be protected, its environment (electrolyte and other physical aspect) plus the quality of any coating applied.
The current requirement is principally determined by the surface area to be protected, the electrolyte conditions (for example water flow rate) and the coating system applied to the structure. These will influence, along with the availability of electrical power supplies, the risk of physical damage if a galvanic anode or impressed current system is possible or preferred. Some Owners will have their own preferences based upon their experience or their ability to maintain and operate an impressed current system.
Galvanic anodes are ideal in low resistivity environments as they simply operate on the electrochemical potential difference. They are normally easy to install and require low maintenance. They are often described as only suitable for low current and short lives, but this is wrong as many offshore oil and gas and renewable energy structures can demonstrate. Some of these systems use hundreds of anodes to deliver many hundreds of amps of CP current for decades of life. However, impressed current systems can deliver higher individual anode currents and do so at high electrolyte resistivity. In such conditions they are the best choice They are more complex to design, they require an external electrical power supply, and they need regular monitoring and maintenance.
All but the very simplest cathodic protection systems need to be designed by a qualified CP Engineer and the installation and commissioning undertaken by experienced personnel. The Institute of Corrosion provides training for CP Technicians and Competence assessment and Certification for Technicians and Specialists. SB
Readers are reminded that they can submit generic (not project specific) questions for possible inclusion in this column. These should be sent to the editor at, brianpce@aol.com
Latest News
This month the questions being answered by our corrosion technology experts relate to accelerated weathering testing of maintenance coatings and selection of the CP system
Question:
When carrying out accelerated testing to determine the best maintenance coating system to protect a North Sea offshore structure for >5 years, which (cyclic) test provides the best correlation with exposure in this environment? CL
Answer:
Before considering which test gives the best correlation with exposure in an offshore marine environment one needs to appreciate that applying maintenance coatings in such an environment will usually be done under sub-optimal circumstances. Bearing in mind that the air humidity should be <85% and the temperature of the substrate should be at least 3°C above the dew point, then considering that the average annual humidity in Aberdeen is 85%, with only April to June usually below 85%, anytime outside of this period is unlikely to meet the required conditions without using habitats.
Most epoxy paint systems require time to cure and this creates an additional constraint for offshore coating work given the restricted workspace. Typical cure times for epoxy coatings at 15°C, the average temperature offshore Aberdeen, are 7 to 8 hours, which adds to the time pressure for offshore work.
Much offshore coating work is now done using rope access teams. This adds another level of difficulty in obtaining good surface preparation and coating application. If one was to have a truly representative test then the application of the coating for testing should be done by someone hanging from a rope whilst avoiding salt spray!
At least one N. Sea Operator recommends using ISO 12944-9* for the testing of maintenance coating systems to obtain a correlation with practice. This standard superseded ISO 20340:2009 in 2018, and seems to have gained some credibility with discerning Operators. Experience indicates, taking into account the constraints of obtaining a good coating application in an offshore environment, the testing specified in this standard, and in particular the 4200 hour cyclic ageing test, provides a robust assessment of a maintenance coating system. For coating systems that pass the testing specified in the standard, providing they are correctly applied, one can generally expect to get at least 5 to 7 years’ service for a 3-coat system.
With the increasing use of surface tolerant coating systems it’s important to ensure that qualification to ISO 12944-9 is done with the same degree of surface preparation as that applied in practice, although this is not strictly in accordance with the standard which requires Sa2½ minimum surface preparation. However, the standard does allow this option if “agreed between the interested parties”. Also be aware that single and dual coat systems may not have the same level of UV protection. Although UV exposure does form part of the ISO 12944-9 cyclic ageing test protocol, one may not get the same number of years’ service as with a 3-coat system.
And last but not least, it is recommended to always ask for independent testing if there is not a substantial track record for a given coating system. Steve Paterson, Arbeadie Consultants Ltd.
*ISO 12944-9:2018 Paints and varnishes – “Corrosion protection of steel structures by protective coating systems – Part 9: Protective paint systems and laboratory performance test methods for offshore and related structures”






 According to Nippon Paint Marine, they have completed the extensive re-coating of the four-masted, steel-hulled, Peking, the 1911-built cargo ship. The 115.5m long, full-rigged barque, one of the legendary Flying-P cargo sailing ships built by Blohm+Voss for the F.Laiesz shipping company, is scheduled to leave Peters Werft GmbH in August after a €32 million, three-year restoration project at their yard on the River Elbe, in Germany.
According to Nippon Paint Marine, they have completed the extensive re-coating of the four-masted, steel-hulled, Peking, the 1911-built cargo ship. The 115.5m long, full-rigged barque, one of the legendary Flying-P cargo sailing ships built by Blohm+Voss for the F.Laiesz shipping company, is scheduled to leave Peters Werft GmbH in August after a €32 million, three-year restoration project at their yard on the River Elbe, in Germany.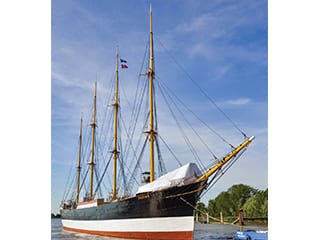 Before and after restoration Photo Credits: Stiftung Hamburg Maritim.
Before and after restoration Photo Credits: Stiftung Hamburg Maritim.