Aberdeen Branch
The 5th branch event of 2018 took place on Tuesday 29th May 2018 with 46 attendees and with 29 CPD Certificate’s issued on conclusion of the Event.
The evening opened with a short AGM and election of a new committee for 2018-2019 session.
Next year’s Technical Meetings will be held at a new venue – The Robert Gordon University (RGU).
In terms of the committee members, Aberdeen Branch have secured continued commitment from all the existing 2017/2018 members. In addition, we have elected a new committee member, Ms. Zahra Lotfi (MICorr, CEng) who will service the branch from the 2018/2019 session.
Also the branch welcomed back a former committee member, Dr. Muhammad Ejaz who took a sabbatical year in the 2017/2018 session and has returned for the 2018/2019 session.
The established formation of ICorr Aberdeen 2017/2018 committee is now as follows:
Officers:
- Chair: Dr. Yunnan Gao
- Vice Chair: Mr. Stephen Tate
- Corrosion Awareness Chair: Bryn Roberts
- Secretary – External: Mr. Stephen Tate
- Secretary – Internal: Dr. Nigel Owen
- Treasurer/Finance Officer: Mr. Alistair Seton
- Event Co-ordinator: Mr. Amir Attarchi
- University Liaison and CPD Officer: Ms. Zahra Lotfi
Ordinary Committee Members:
- Bryn Roberts
- Hooman Takhtechian
- Muhammad Ejaz
- Philip Enegela.

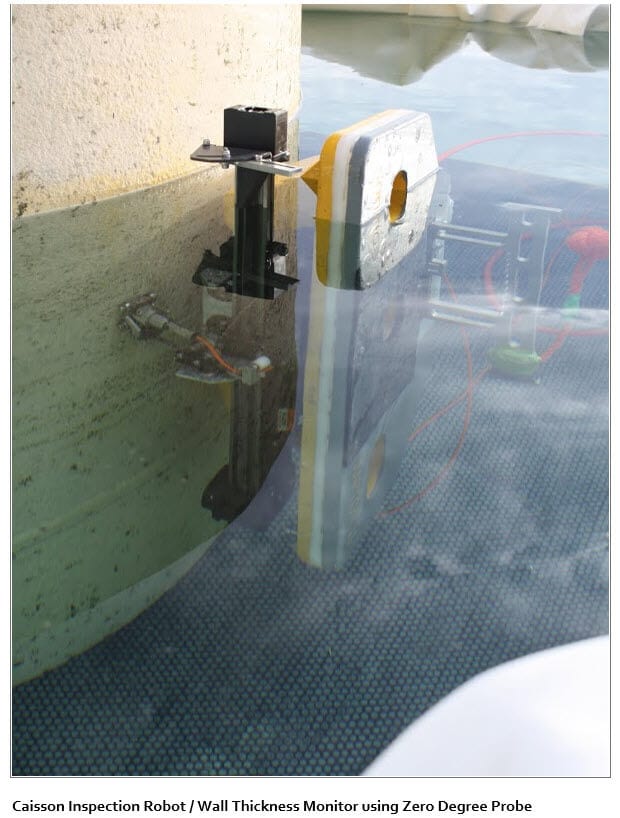
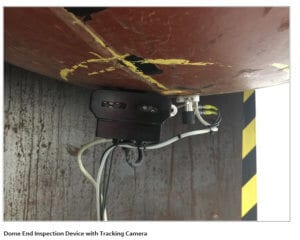
This month’s meeting was a very informative Industrial Visit to Sonomatic (ABZ), with many Presentations and showcasing Specialist Equipment and Facilities for Overcoming / Identifying Corrosion and Integrity Challenges.
It was a wonderful opportunity to witness so many different inspection technologies on display together and it was greatly appreciated by all who came along. It was also very interesting to hear about the Links between Industrial NDT as used extensively in the Oil and Gas Industry and Medical applications of these advanced techniques.
The applicability of the use of NII and possible time saving’s, was explained in the context of the main NII Grading’s of Table 4-1 of G103:
- Type A – No Corrosion likely and Minimum Inspection Requirements / Coverage.
- Type B – Predictable Corrosion Locations / Moderate Rates and Medium Inspection Requirements / Coverage.
- Type C – Unpredictable Corrosion Locations / High Rates and 100% Inspection Requirements / Coverage.
A wide range of Non-Intrusive verification methods were demonstrated, along with discussion of Non-Intrusive Codes such as DNVGL-RP-G103 as further developed by HOIS Joint Industry Project and others.The need for close working co-operation between Inspection Teams and Corrosion Engineers was stressed. Also the importance of post inspection analysis / data review and statistical analysis. When correctly calibrated and deployed, these specialist techniques provide an extremely useful 3 dimensional record of the completed inspection with all high risk areas highlighted / colour coded according to depth of corrosion penetration / pitting.
A full tour of the Sonomatic facilities was kindly provided along with an excellent buffet.
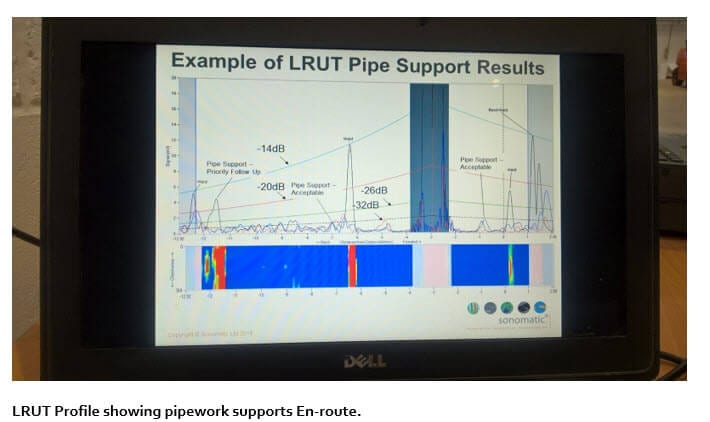
The use of LRUT as an effective screening tool was explained in detail to the audience. Weld locations maybe clearly visualised as high amplitude peaks, as illustrated below. When used properly, LRUT flags up areas showing corrosion activity which require further investigation. This does not necessarily stop at the specific location(s) of the indication(s) detected, but it triggers the operator to perform a higher level of investigation. For instance, if defect indications are detected in sections of straight pipe, adjacent elbows or other fittings may warrant inspection using a complementary NDT technique, e.g. CHIME.
CHIME is a semi-quantitative tool used to inspect pipe material located between two UT probes, which can be up to 1m apart. This is ideal method for pipe supports. LRUT indicates only where there is an indication but CHIME® classifies indications into categories of:
a. No corrosion. b. < 10% wall loss, c. 10% to 40% wall loss d. >40% wall loss

Later in the evening the DRS – Dynamic Response Spectroscopy demonstration showed how modern composite coatings / wraps such as Coal Tar Enamel, Neoprene and Multi-Layer Polypropylene could be effectively inspected, highlighting variations in thickness, the ability to detect internal pitting to +/- 0.5mm and any significant coating defects. DRS uses lower test frequencies to deal with these thicker type coatings.



At the end of the evening, a vote of thanks was given to all the Sonomatic staff, who contributed to this very successful event.
Throughout the evening, wide range of questions followed the very comprehensive presentations and all the presenters’ slides will be available soon on,https://sites.google.com/site/icorrabz/resource-center
Other event photo’s are available on: https://photos.google.com/share/AF1QipO2x5hHaJom3g5ZXwhs6CCqk8sW37gVZjCicIU8HoOVqBTpsiLHuQ9p4t4Y_iK34Q?key=YkduRGtLQzNxcjVRMDlRUnd6NmE1Ujlucmh0dHV3
For information about all forthcoming Aberdeen branch activities, please contact, Dr Yunnan Gao, ICorrABZ@gmail.com. To sign up to the branch mailing list, go to https://sites.google.com/site/icorrabz/home
Aberdeen Branch, Latest News, Uncategorized
The third branch event of 2018 took place on Tuesday the 27th March, with 32 attendees representing major companies including, Aberdeen Foundries, ABR Engineering, Atkins, Axiom NDT, CAN Offshore Ltd, DNV GL, ICR Integrity Ltd, Lloyds Register, Lux Assure Ltd, Maersk Oil (now TEP UK Ltd), Oceaneering, One Subsea, Plant Integrity Management Ltd, PROSERV, Shell UK Ltd, Sonomatic and Wood plc.
The event was an industrial visit to the premises of Element Materials Technology in Aberdeen, to attend a technical presentation of “Sour Service Testing of Carbon Steel Girth Welds” by Phil Dent, Element’s Global Corrosion Specialist, followed by a visit to the new H2S / Sour Service Laboratories.

Phil Dent, Element’s Global Corrosion Specialist explains SSC Phenomenon.
Ian Farquharson, General Manager of Element Aberdeen and Edinburgh branches, introduced Element, and noted that is ranked as the 5th biggest materials testing and certification firm in the world following its recent merger with EXOVA. He also mentioned that Element Aberdeen is a UKAS and ISO/IEC 17025 accredited laboratory which offers one of the most comprehensive ranges of metallurgical materials testing and analysis services in the UK.
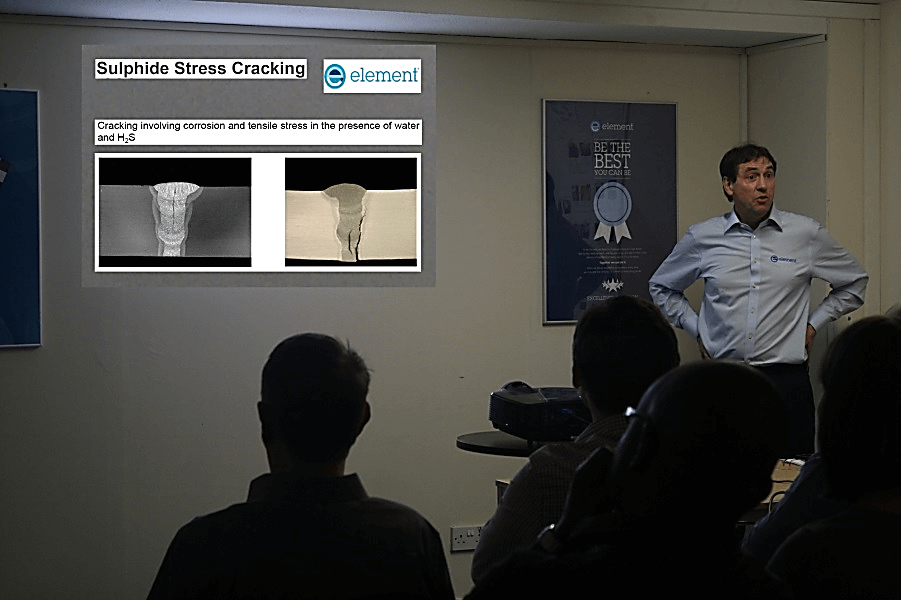
Phil Dent started his technical presentation by defining sour service conditions, followed by a description of the various types of sour service cracking mechanisms, and the environmental factors affecting the susceptibility of materials under sour service regimes. The sour service cracking mechanisms which were presented included Sulphide Stress Cracking (SSC), Hydrogen Induced Cracking (HIC), Stress Orientated Hydrogen Induced Cracking (SOHIC), and Soft-Zone Cracking (SZC). The various test methods such as the Four Points Bend test (NACE TM0316), C-Ring test (NACE TM0177, Method C), Full Ring test (BS 8701), and Uniaxial tensile test (NACE TM0177, Method A) were also explained.
The corrosion testing laboratory visit was supervised by Paul Roberts, Corrosion and Chemistry Manager, who explained that the corrosion testing services cover a full range of environmental testing simulations, including pipeline corrosion testing for sour and non-sour applications, hydrogen testing, pitting, full ring tests, as well as SCC tests.
Element Laboratories in Aberdeen also specialise in materials qualification for sour service applications and offer standard HIC, SSC tests and also more specialised Full Ring and SOHIC tests and follow international testing standards and protocols such as those from ASTM, IP MIL and NACE. Paul summarised the procedures for the H2S sour service axial tensile test, high temperature / high pressure, electrochemical tests and strain gauging.

Element Laboratory Example of Serious SCC Type Cracking.
The questions raised by attendees during the technical presentation and laboratory visits were well responded to by the hosts. This event attracted a high interest within the professionals and executives of major oil and gas operators, engineering consultancies, and service companies in Aberdeen, to visit one of the major testing and materials qualifications bodies here in United Kingdom. Overall, it proved to be an excellent event in every respect.
The April evening meeting had 78 attendees, and followed on from a very successful visit to Aberdeen by the Marine Corrosion Forum.

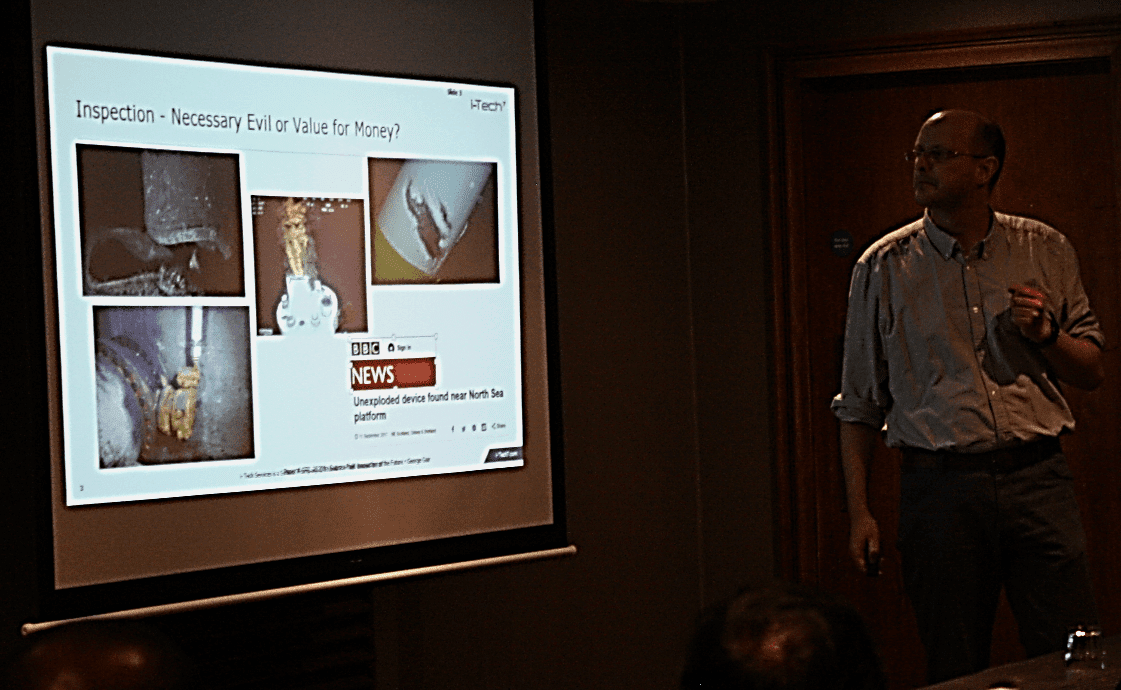
George Gair – Global Inspection Manager for Subsea 7 presenting to ICorr ABZ.
George Gair of Subsea 7, started the evening session with a thought provoking theme ‘Subsea Inspection – The Future’, that considered many aspects of the current cost reduction environment where there is a major focus now on how to reduce costs by incorporating new philosophies / technologies.
Very clearly the drive is to produce new and robust methods of harvesting sensor data, and subsea hardware suppliers are looking at increased in-situ equipment monitoring and intervention methods (the oceanographic community has developed remote seabed environmental monitoring systems). George highlighted many significant indicators that show a definite trend towards smarter systems, a key driver being to learn and incorporate inspection technologies from other industries such as Aerospace, Automotive, Medical and Power Generation, together with more efficient use of gathered data.

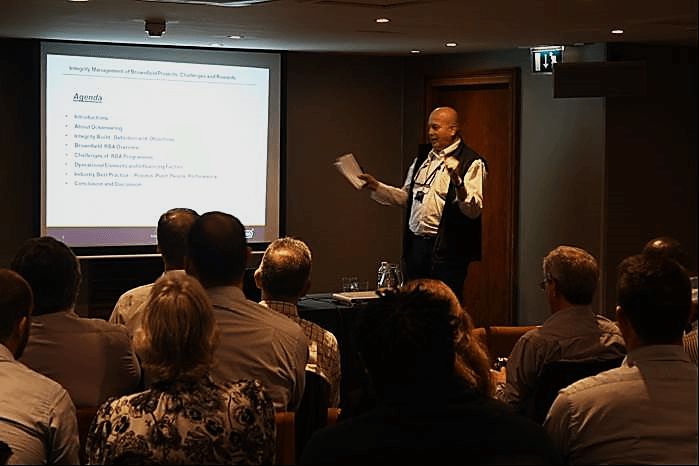
Monzar Najami – Principal Inspection Engineer of Oceaneering International.
Monzar Najami and Hooman Takhtechian of Oceaneering International followed on with a similarly stimulating discussion on the theme of, ‘Integrity Management of Brownfield Projects: Challenges and Rewards’, highlighting the many important analysis and data gathering areas of modern RBI – Risk Based Inspection methodologies.
The presenters informed the audience that the greatest challenge to developing and implementing an asset integrity programme during Brownfield development projects, is the fact that project schedule and milestones often take primacy over integrity management processes, and in particular emerging vital integrity related interventions which can lead to conflict and disagreement. Any delay in the implementation of these activities impedes the Integrity Management Programme (IMP) and increases the level of risk to the facilities in the operating stage.
Key stages in an IMP project were highlighted as:
a)
Identify stakeholders early in the project (project team, operations, planners, site personnel)
b)
Define strategies and processes and add activities to the construction plan (integrated project activity approach)
c)
Analyse historical data (collect the available list of failures, anomalies and review root cause analysis)
d)
Material fitness for new process (review threats assessment and existing material suitability)
e)
Baseline inspections: Get in early (define scope and input your inspection requirements in the manufacturer’s ITP)
f)
Brownfield revamp activities: Scrutinize output (repair recommendations were challenged and resulted in major cost saving, and change in material selection)
g)
Tagging and RBA output alignment with the existing CMMS (understand the existing Computerized Maintenance Management System prior to your RBA to avoid major re-work)
h)
Deployment of new and advanced inspection technologies (to achieve major cost savings)
A wide range of questions followed the very comprehensive presentation and all the presenters’ slides are available on, https://sites.google.com/site/icorrabz/resource-center.
For information about all forthcoming Aberdeen branch activities, please contact, Dr Yunnan Gao, ICorrABZ@gmail.com. To sign up to the branch mailing list, go to, https://sites.google.com/site/icorrabz/home
ICorr Aberdeen will host its Annual Corrosion Awareness Event on Tuesday 14th August 2018. For further details please contact: Corrosion Awareness Chair, Steve Tate on, steve_f_tate@hotmail.com
Aberdeen Branch, Latest News
George Gair of Subsea 7, commenced the evening session with a thought provoking theme ‘Subsea Inspection – The Future’ that considered many aspects of the current cost reduction environment, where there is a major focus now on how to reduce costs by incorporating new philosophies / technologies.
George Gair – Global Inspection Manager for Subsea 7 presenting to ICorr ABZ
Very clearly the drive is to produce new and robust methods of harvesting sensor data; subsea hardware suppliers are looking at increased in-suite equipment monitoring and intervention methods; the oceanographic community has developed remote seabed environmental monitoring systems. George highlighted many significant indicators that show a definite trend towards smarter systems, a key driver being to learn and incorporate inspection technologies from other industries such as Aerospace, Automotive, Medical and Power Generation, together with more efficient use of gathered data.

Significant Integrity Failure found by Advanced Subsea 7 ROV.
Monzar Najami and Hooman Takhtechian of Oceaneering International followed on with a similarly stimulating discussion on the theme of, ‘Integrity Management of Brownfield Projects: Challenges and Rewards’ highlighting the many important analysis and data gathering areas of modern RBI – Risk Based Inspection methodologies
Monzar Najami – Principal Inspection Engineer of Oceaneering International
The presenters informed the large audience, that the greatest challenge to developing and implementing an asset integrity program during Brownfield development projects is the fact that project schedule and milestones often take primacy over integrity management processes, and in particular emerging vital integrity related interventions which can lead to conflict and disagreement. Any delays in the implementation of these activities impede the Integrity Management Programme (IMP) and increase the level of risk to the facilities in the operating stage.
Key stages in an IMP project were highlighted as:
- Identify stakeholders early in the project (project team, operations, planners, site personnel)
- Define strategies and processes and add activities to the construction plan (integrated project activity approach)
- Analyze historical data (collect the available list of failures, anomalies and review root cause analysis)
- Material fitness for new process (review threats assessment and existing material suitability)
- Baseline inspections: Get in early (define scope and input your inspection requirements in the manufacturer’s ITP)
- Brownfield revamp activities: Scrutinize output (repair recommendations were challenged and resulted in major cost saving, and change in material selection)
- Tagging and RBA output alignment with the existing CMMS (understand the existing Computerized Maintenance Management System prior to your RBA to avoid major re-work)
- Deployment of new and advanced inspection technologies (to achieve major cost savings)
For copy of the newsletter please click link below:
Aberdeen Newsletter – April 2018 Meeting
Aberdeen Branch, Latest News
An industrial visit to Element Materials Technology in Aberdeen to attend the technical presentation of “Sour Service Testing of Carbon Steel Girth Welds” by Phil Dent, Element’s Global Corrosion Specialist, followed by a visit to the new H2S / Sour Service Laboratories.
An introduction was delivered by Ian Farquharson- General Manager of Element Aberdeen and Edinburgh branches, who declared that Element is ranked as the 5th biggest materials testing and certification firms in the world following its recent merger with EXOVA. He also mentioned that Element Aberdeen is a UKAS and ISO/IEC 17025 accredited laboratory which offers one of the most comprehensive ranges of metallurgical materials testing and analysis services in the UK including mechanical testing, fracture toughness testing, engineering critical assessments (ECA), metallurgy and materials characterization, failure investigation, chemical analysis, corrosion testing and welding engineering services to multi-sector clients around the world.
Phil Dent of Element started the technical presentation by a definition of sour service condition followed by description of various types of sour service cracking mechanisms and the environmental factors affecting the susceptibility of materials under sour service regimes. The sour service cracking mechanisms which were presented by Phil included Sulphide Stress Cracking (SSC), Hydrogen Induced Cracking (HIC), Stress Orientated Hydrogen Induced Cracking (SOHIC), and Soft-Zone Cracking (SZC). The various test methods such as Four Points Bend test (NACE TM0316), C-Ring test (NACE TM0177, Method C), Full Ring test (BS 8701), and Uniaxial tensile test (NACE TM0177, Method A) were explained by the presenter.
 Phil Dent, Element’s Global Corrosion Specialist explains SSC Phenomenon
Phil Dent, Element’s Global Corrosion Specialist explains SSC Phenomenon
The corrosion testing laboratory visit was accomplished under supervision of Paul Roberts – Corrosion and Chemistry Manager after a brief introduction of the safety points. The corrosion testing services cover a full range of environmental testing simulations, including pipeline corrosion testing for sour and non-sour applications, hydrogen testing, pitting, full ring tests, as well as SCC tests.
Element Laboratories in Aberdeen, specialise in materials qualification for sour service applications and offer standard HIC, SSC tests and also more specialised Full Ring and SOHIC tests and follow such international testing standards and protocols as ASTM, IP MIL and NACE. The summarised information about the facilities and test procedures for H2S sour service axial tensile test, high temperature / high pressure, electrochemical tests and strain gauging was delivered by Paul.
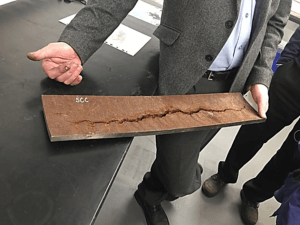 Element Laboratory Example of Serious SCC Type Cracking
Element Laboratory Example of Serious SCC Type Cracking
The questions raised by attendees during the technical presentation and laboratory visits were well responded to by the Hosts. This event attracted a high interest within the professionals and executives of major oil and gas operators, engineering consultancies, and service companies in Aberdeen, to attend and take the benefits by visiting one of the major testing and materials qualifications bodies here in United Kingdom. Overall, it proved to be an excellent event in every respect.
For Copy of the newsletter please click link below:
Aberdeen Newsletter – March 2018 Meeting.docx

Aberdeen Branch, Latest News
The branch kicked off 2018 with 3 well attended events with an average attendance of over 60 people, beginning with a special cathodic protection evening on the 30th of January. In the first of two presentations, Edgar Rodrigues of TAQA gave an excellent talk on “Impressed Current Cathodic Protection Retrofit Strategy in the North Sea”.
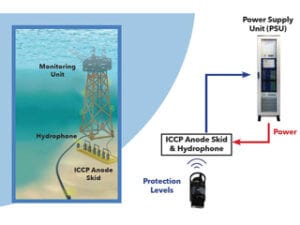
TAQA’s fixed drilling and production installation was installed in the North Sea in 1980 in 161 metres water depth approximately 110 miles north-east of Lerwick in the Shetlands. The platform jacket has 8 legs and was installed with traditional stand-off galvanic anodes, but its sacrificial CP System is now beyond its original design life. Surveys from 2010 to 2013 indicated a reduction in corrosion protection from the CP system, and plans were implemented to upgrade this. A remote impressed current CP (ICCP) anode sled system was selected, installed and commissioned in early 2016. This presentation discussed the CP design process and the many challenges in choosing what was at the time, the largest ever CP retrofit, both in terms of delivered current capacity offshore, and the CP current demand of the structure required to maintain external corrosion protection. All retrofit CP systems however require regular CP data to validate CP performance and this can often be erratic and costly to obtain, typically involving ROVs, as was discussed in the second presentation of the evening.
Andy Smerdon of Aquatec Group continued the evening with a very interesting and complimentary presentation on “Retrofit CP Monitoring to Reduce Inspection Frequency”. Aquatec was founded by the current managing director in 1990 as a specialist consultancy in oceanographic instrumentation design. This presentation described a CP toolbox within a UK North Sea case study, comprising monitoring and communications modules that were used to provide high quality CP potential and CP current data sets, accessed remotely from diving vessels and platforms. The cost of CP monitoring equipment when simultaneously installed with retrofit CP systems, is relatively low and normally recovered by dispensing with just one conventional subsea inspection campaign, in favour of remotely retrieved data.
The branch’s second event in January, took place at the School of Mechanical Engineering at Aberdeen University, where a Corrosion Awareness training session was held. In the packed two hour event, there were 6 presentations covering corrosion theory and failure mechanisms, principles of corrosion management, materials and coatings selection, risk based inspection, cathodic protection, chemical and corrosion monitoring, all of which prompted a number of interesting questions from the enthusiastic audience.
Retrofit CP Monitoring
In recent years, ICorr Aberdeen has established a strong working relationship with the Aberdeen branch of IMECHE and in particularly its Young Engineer Panel, and a further more extensive Corrosion Awareness event will follow in August 2018, details will be announced in the May/June magazine, and on the branch website.
The February event focused on internal corrosion management Issues, particularly corrosion mitigation by chemical control and optimisation. A very enjoyable and informative presentation was given by Emma Perfect, CEO of LUX Assure Ltd, who described the development of an onsite technique for measuring dosage of corrosion inhibitors used in the protection of pipelines. This advanced technique was developed as there was a perceived need to identify more quickly, and more accurately, when dosing levels of inhibitor were either below or above the threshold for protection, and hence allow an operator to adjust levels to better protect equipment from corrosion, or have options to lower the dosage level to reduce costs of inhibitor supply.
Development of the LUX Assure Control Concept commenced in 2008 and the company has been supported by key energy industry players including Chevron, ConocoPhillips and Statoil Technology Ventures, along with the Scottish Investment Bank and Archangels / Private Investors. The technique relies on the fact that corrosion inhibitors form micelles in the body of the fluid once all available sites for absorption are occupied. This is essentially a saturation point, and the micelles formed increase in concentration as inhibitor is supplied in excess of optimal levels.
With access provided to suitable trial sites, the development of the technique and a suitable kit for onsite monitoring progressed over a period of 3-4 years until it was fully commercialized in 2013. LUX Assure gathered data to show operators that this technique could be used to test fluids and identify the Critical Micelle Concentration (CMC) of a surfactant above which micelle formation occurs. But the real challenge for LUX Assure was to develop a kit, (now known as CoMicTM) which operators offshore could use to sample and analyse fluids in the field in relatively uncontrolled environments without precise preparation. The specialised kit includes detection reagents and an optical analyser. Final data processing evaluation of the sample is still currently performed back at the offsite laboratory and results and advice swiftly communicated back to the field, but a full onsite service is currently being progressed.

CoMic Testing Kit
The presentation, which was well received, went on to describe case studies and discuss when samples may not be suitable for testing, and also the correct use and interpretation of the data for the test situation. It is hoped that in the near future that all data interpretation can be made by the test operator if a practical and proven site assurance system can be developed.
For information about all forthcoming Aberdeen branch activities, please contact, Dr Yunnan Gao, ICorrABZ@gmail.com, alternatively a calendar of local events of interest to corrosion professionals in the Aberdeen area and the opportunity to sign up to the branch mailing list is available at https://sites.google.com/site/icorrabz/home
Aberdeen Branch, Latest News
The February event focused on internal corrosion management Issues, particularly corrosion mitigation by chemical control and optimization. A very enjoyable and informative presentation was given by Emma Perfect, CEO of LUX Assure Ltd, who described the development of an onsite technique for measuring dosage of corrosion inhibitors used in the protection of pipelines. This advanced technique was developed as there was a perceived need to identify more quickly, and more accurately, when dosing levels of inhibitor were either below or above the threshold for protection, and hence allow an operator to adjust levels to better protect equipment from corrosion or have options to lower the dosage level to reduce costs of inhibitor supply.

A well supported event at Palm Court Hotel
Development of the LUX Assure Control Concept commenced in 2008 and the company has been supported by key energy industry players including Chevron, ConocoPhillips and Statoil Technology Ventures, along with the Scottish Investment Bank and Archangels / Private Investors. The technique relies on the fact that corrosion inhibitors form micelles in the body of the fluid once all available sites for absorption are occupied. This is essentially a saturation point, and the micelles formed increase in concentration as inhibitor is supplied in excess of optimal levels.
With access provided to suitable trial sites, the development of the technique and a suitable kit for onsite monitoring progressed over a period of 3-4 years until it was fully commercialized in 2013. LUX Assure gathered data to show operators that this technique could be used to test fluids and identify the Critical Micelle Concentration (CMC) of a surfactant above which micelle formation occurs. But the real challenge for LUX Assure was to develop a kit, (now known as CoMic TM) which operators offshore could use to sample and analyse fluids in the field in relatively uncontrolled environments without precise preparation. The specialised kit includes detection reagents and an optical analyser. Final data processing evaluation of the sample is still currently performed back at the offsite laboratory and results and advice swiftly communicated back to the field, but a full onsite service is currently being progressed
The presentation, which was well received, went on to describe case studies and discuss when samples may not be suitable for testing, and also the correct use and interpretation of the data for the test situation. It is hoped that in the near future that all data interpretation can be made by the test operator if a practical and proven site assurance system can be developed.
For Copy of the article please click link below:
Aberdeen Branch February 2018 Meeting – Newsletter Vol.1.R1